




摩登7平台合作客户/
拜耳公司 |
同济大学 |
联合大学 |
美国保洁 |
美国强生 |
瑞士罗氏 |






相关新闻Info
推荐新闻Info
-
> 表面张力实验、接触角实验分析抑尘试剂对煤的润湿结果
> 摩登7表面张力仪研究烧结矿聚结行为
> 基于界面张力和表面张力测试评估商用UV油墨对不同承印纸张的表面浸润性差异(三)
> 基于界面张力和表面张力测试评估商用UV油墨对不同承印纸张的表面浸润性差异(二)
> 基于界面张力和表面张力测试评估商用UV油墨对不同承印纸张的表面浸润性差异(一)
> 分子动力学模拟不同浓度仿生黏液-水界面的界面张力
> 温度对水—十二烷基硫酸钠体系与纯水体系界面张力、厚度的影响——结果与讨论、结论
> 温度对水—十二烷基硫酸钠体系与纯水体系界面张力、厚度的影响——模拟方法
> 表面张力:微观力场中的宏观奇迹
> 表面活性剂如何有效降低油水界面张力
单一表面活性剂在活性剂CMT焊接中的作用机理
来源:电焊机 浏览 701 次 发布时间:2024-10-21
CO2气体保护焊自问世以来,以其具有明弧、无渣、低成本、高效节能、抗锈低氢等特点,在生产中得到越来越广泛的应用。但CO2气体保护焊有两点主要不足:飞溅大和成形差。飞溅不仅污染工件,增加劳动强度,降低熔敷率,还会堵塞喷嘴,使送丝不畅。特别在一些重要构件上,清理飞溅较为困难或者不允许清理时,其应用受到很大限制。除此之外,由飞溅等引起的细小颗粒还会带来粉尘污染,影响职工的身体健康。
CMT(Cold Metal Transfer,冷金属过渡)工艺自2004年正式推出以来,一直受到焊接界的广泛关注,此工艺最重要的特点是利用其极稳定的电弧、极低的热输入量来实现无飞溅的焊接过程。CMT工艺与CO2气体保护相结合的焊接工艺具有极稳定电弧、无飞溅和良好的焊缝成形等优点,解决了普通CO2气体保护焊飞溅大、成形差的缺点,是一种节能高效环保的焊接工艺,具有重要的应用价值。但CMT因其“冷”的特点使得焊缝熔深普遍较小,特别是在汽车中平行接头和搭接接头较多,熔深问题制约了其应用和推广,因此寻找一种解决CMT工艺焊接熔深的方法十分重要。活性剂CMT焊接的研究旨在提高焊缝熔深,改善焊缝成型。
20世纪60年代,乌克兰巴顿焊接研究所(PWI)研究了最初的A-TIG(Activating flux TIG welding)焊接工艺。20世纪90年代,人们对提高焊接效率和降低焊接成本有了进一步的需求,美国爱迪生焊接研究所(EWI)、英国焊接研究所(TWI)和日本大阪大学焊接研究所等多家知名焊接机构在A-TIG焊活性剂方面开展了广泛研究,俄罗斯也在2001年进行了有关不锈钢焊接方面的活性剂的研制。我国于20世纪末开始活性剂焊接方面的研究,国内外焊接学者已经将活性剂应用到TIG焊、电子束焊、激光焊、钎焊等领域,取得了一定成果。开展CO2气体保护的CMT焊接研究,对于实现绿色制造、建立节约型和谐社会具有重要的现实意义。在此试验研究了活性剂CMT焊接,并分析活性剂在活性剂CMT焊中的作用机理。
1试验
1.1实验材料与设备
试验采用的母材为低碳钢Q235B,试样尺寸为200 mm×90 mm×10 mm;φ1.2 mm的H08Mn2SiA实心焊丝;CO2保护气体;基本活性剂是CaF2、Al2O3、Y2O3、B2O3、SiO2、MoO3、MgCO3、Fe2O3和Cr2O3共9种,试验时分别以A,B,C,D,E,F,G,H,I表示对应的单一活性剂成分;活性剂乳化剂为酒精。试验设备为奥地利福尼斯公司的TPS5000CMT的数字化脉冲MIG/MAG焊机,配备VR7000送丝机和RCU5000i遥控器,海德盟Hi800-M系列数控系统和焊接工作台。
1.2试验规范参数
采用CMT一元化焊接工艺,通过正交试验确定主要影响因素,焊接规范参数如表1所示。

表1焊接工艺参数
1.3试验方法
采用对比实验法,通过比较单组分活性剂焊接试验与无活性剂试验结果,确定各活性剂的影响次序,分析活性剂对CMT焊的作用机理。每组实验重复进行一次,所得焊缝结果取平均值。
试验前先将试样除锈,用角磨机打磨,再用酒精或丙酮擦拭,去除油污及其他杂质。然后称取一定量的活性剂,用乳化剂酒精进行充分乳化,调配搅拌成糊状。用扁平毛刷将活性剂涂于工件待焊位置宽20 mm的区域,活性剂涂覆厚度以覆盖金属表面光泽为宜。最后在如表1所示的同一焊接参数下进行焊接试验。观察焊接现象,用RCU5000i外加存储卡记录焊接过程参数变化;焊后观察焊缝的宏观成形,并记录结果;将试验所得焊缝沿距尾部30mm的距离进行切割,然后打磨、抛光、腐蚀和观察金相,记录焊缝的熔深、熔宽等焊缝参数,计算焊缝的熔深比等。
2试验结果和分析
2.1试验结果
单一活性剂焊缝参数及无活性剂时焊缝参数如表2所示,表2单一活性剂焊缝参数,图1是单一活性剂熔深与无活性剂时熔深比直方图。


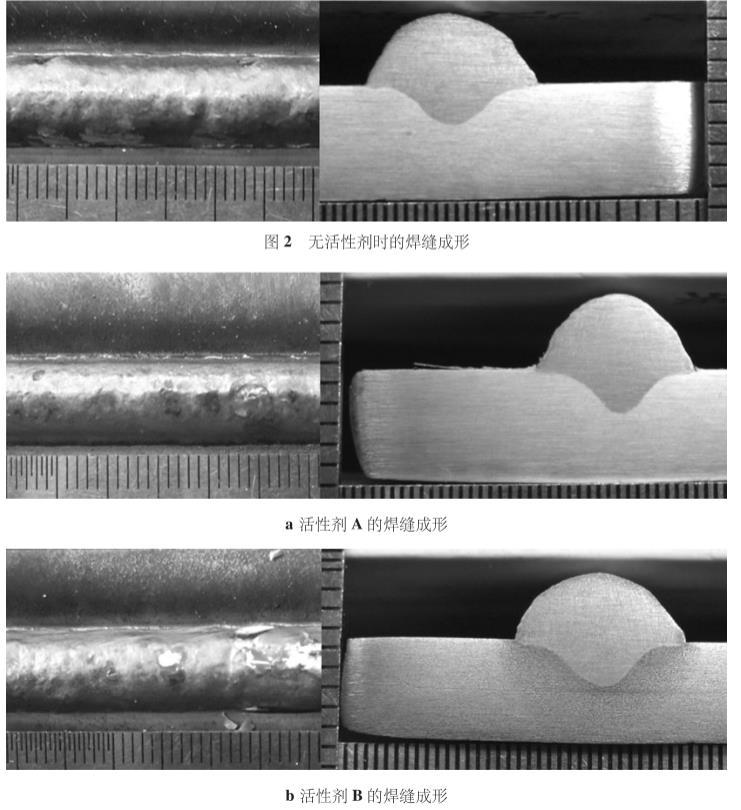
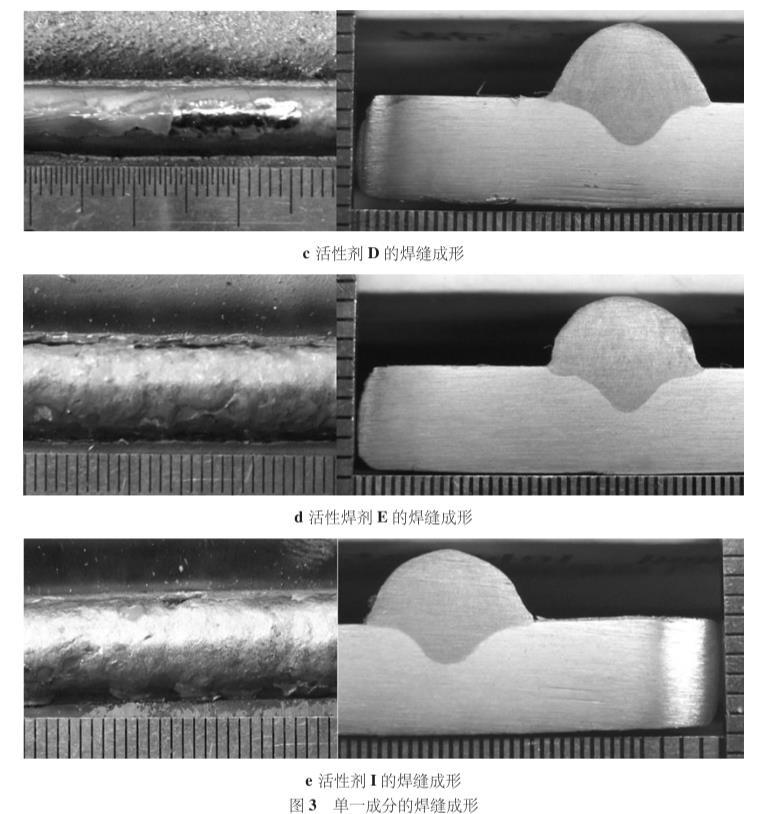
图2是无活性剂时焊缝的宏观成形,图3为试验中几组典型活性剂的金相截面。
2.2活性剂对焊缝成形的影响
由表2和图1可知,普通CMT焊接时,焊缝熔深为2.05 mm;涂活性剂后,A、B、D、E和I焊缝熔深明显高于不涂活性剂的焊缝熔深。其中活性剂B、D、E对焊缝熔深增加的程度较为明显,相比普通CMT焊缝熔深,其焊缝熔深比增加了20%以上,说明活性化剂D、E、B对熔深的增加有较大的促进作用。活性剂A和I虽然对熔深的影响不如活性化焊剂D、E、B明显,但其熔深值也大于普通CMT焊,熔深增加比达到了10%以上。相比之下,使用C和G两种活性剂的焊缝熔深只增加约5%,F和H不影响熔深。
图2是普通CMT焊的焊缝成形,其焊缝为浅V形,焊缝熔深宽而浅;图3是涂活性剂A、B、D、E和I的焊缝成形。可以看出,涂覆活性剂后,焊缝熔深都有不同程度的增加,熔宽和余高都有不同程度变化。
从图2和图3还可以看出,添加活性剂后会使焊缝表面形状有所改变,其中活性剂D、E对焊缝表面成形影响较大,焊缝表面比不使用活性剂时粗糙,熔渣也有增多,焊缝呈深V形。

图4为焊接过程中电流的记录。从图4a可以看出,焊接过程中各单一活性剂焊接电流曲线基本相似,从图4b可以看出,大部分活性剂焊接过程的平均电流与无活性剂时相差不大,SiO2和MgCO3的电流平均值相比无活性剂时有较为明显的变化,其中前者增加,后者减小。无活性剂时的平均电流达到211.5 A,而涂SiO2可以达到215 A。
图5为焊接过程中电压的记录。从图5a可以看出,焊接过程中各活性剂变化曲线基本趋势相似,但都有不同程度的波动。从图5b可以清楚地看出,各组活性剂焊接过程的平均电流、电压和无活性剂时的差别不一样,其中涂覆B2O3和SiO2时的电压增加较为明显,平均电压增加能达到0.7 V以上,涂MgCO3则无变化,其余的活性剂电压都有一定程度的增加。
3讨论
活性剂CMT焊接主要是通过加入活性剂改变了焊接电弧。电弧是由两个电极和它们之间的气体空间组成,电弧中的带电粒子主要依靠两电极间的气体电离和电极发射电子两个物理过程所产生。在活性剂焊接电弧中,活性剂对电离和电极发射电子都有影响。活性剂的加入使电弧气氛的实效电离度明显提高,所以活性剂CMT气体保护焊的电弧比普通CMT气体保护焊的电弧稳定。加入活性剂(大部分为金属氧化物)后,电极表面逸出功降低,电极发射电子的能力增强,增强了电弧导电能力,焊接电流有增加的趋势。
从试验结果可以看出,采用活性剂CMT焊接时,焊接电弧稳定,A、B、D、E和I五种活性剂的焊缝熔深增加较为明显,在相同的焊接工艺规范下,活性剂CMT焊接与普通CMT焊接所得到的焊缝熔深、熔宽和余高等都有明显差异。活性剂CMT焊接在同等规范下熔深明显增加,同时熔宽、余高和表面成形也有所变化。同时由于活性剂的加入,焊接电弧气氛以及熔池流动等会受到多方作用,各种效果并存,试验结果会表现为占优势一方的因素。
(1)活性剂使电弧压缩,焊缝熔深增加。
电弧收缩理论认为,表面涂覆活性剂后,因为活性剂涂层本身导电性不强,加之活性剂的熔沸点都比纯金属的高,所以熔池表面产生的金属蒸气相应减少,在金属蒸气减少的情况下,只在电弧中心温度较高的区域有金属蒸发,形成阳极斑点,即涂层的存在减小了阳极斑点区,从而使电弧收缩,电弧压力增大。
查物质属性可知,B和Si元素的电阻率非常大,因此这两种物质导致电弧收缩的作用效果最为明显,熔深增加也最为明显。由图5可知,试验中B2O3和SiO2两种活性剂在相同焊接规范下,焊接过程中的电压变化最大,焊接结果熔深增加最为明显。很显然,在各种活性剂中,这两种活性剂有相同的特性,同时这种特性对焊缝熔深的增加至关重要。
(2)熔池金属对流变化,焊缝熔深增加。
理论认为,表面活性元素引起熔池表面张力变化,对熔池的对流产生着很大的影响,同时熔池对流的方向对熔合区几何形状的影响很大。不含表面活性元素的普通CMT焊,表面张力随温度的升高而减小,因此从表面看熔池对流方向从中心到四周,热量较为分散,熔深较浅;对于活性剂CMT焊,活性元素的存在,使熔池表面张力随温度升高而增大,即熔池对流方向从四周到中心,使得熔池中心区的熔化金属具有较高的温度,同时较多的热量被液流直接带向熔池底部,使熔深增加,同时有使熔宽减小的趋势。
4结论
(1)CMT焊接采用活性剂后,焊缝熔深有较大程度的增加,增加比例在20%以上。
(2)活性剂CMT焊接中,活性剂对电弧气体电离和电极发射电子两个物理过程都产生重要影响,活性物质的加入使得电离电压降低,电弧稳定。
(3)活性剂CMT焊接熔深增加是电弧压缩和表面张力共同作用的结果。其中B2O3和SiO2使焊缝熔深增加明显,与B和Si两元素具有较大的电阻率有关。
(4)活性剂成分不同,焊缝熔深增加程度也不同。
从目前试验来看,单一活性剂对CMT焊接有较大的影响,研究多组分活性剂CMT焊接以及进行配方设计等工作仍有待进一步探索,同时研究活性剂在不同气体保护下的CMT焊接,对活性剂CMT焊接机理的进一步探索具有十分重要的研究价值。