




摩登7平台合作客户/
拜耳公司 |
同济大学 |
联合大学 |
美国保洁 |
美国强生 |
瑞士罗氏 |






相关新闻Info
推荐新闻Info
-
> 单层膜界面上亚微米颗粒表面张力阻力系数修正——颗粒在单层膜上的阻力系数
> 单层膜界面上亚微米颗粒表面张力阻力系数修正——膜的性质及实验方法
> 单层膜界面上亚微米颗粒表面张力阻力系数修正——摘要、引言
> 摩登7超微量天平在生物医药研究领域应用实例
> 摩登7公司超微量天平作用及应用领域
> 表面张力为25%乙醇溶液作为球磨溶剂,制备MG超细粉替代天然橡胶补强剂
> 影响狭缝间氢键流体气液平衡界面张力的因素有哪些(三)
> 影响狭缝间氢键流体气液平衡界面张力的因素有哪些(二)
> 影响狭缝间氢键流体气液平衡界面张力的因素有哪些(一)
> GA、WPI和T80复合乳液体系的脂肪消化动力学曲线、界面张力变化(四)
塑料件二次加工如何改变表面张力?
来源:重庆川仪 硅碳鼠涂料圈 浏览 796 次 发布时间:2024-10-22
2塑件表面张力改变案例
塑件表面张力改变是根据使用情况进行选择。目前对低表面能材料或工程塑料进行二次加工时,处理表面以改变表面张力特性,从而获得较好地黏附力,通过表面上喷底漆涂料、等离子处理、火焰处理等方法改变产品的表面张力。
2.1真空镀铝喷底漆获得好的铝层附着力
真空镀铝是对塑料表面二次加工方法之一,镀铝广泛应用于车灯领域。车灯应用工程塑料有聚碳酸酯(PC)、改性聚丙烯(PP-T2)、丙烯腈-丁二烯-苯乙烯组成的三元共聚物(ABS)等。PC属于极性高分子,表面湿张力在46 mN/m,与镀铝层结合力很好,不做处理,即在基材上直接镀铝和保护膜。
PP-T20和ABS表面张力都是较低,与镀铝层结合力较差,通过喷涂底漆获得较好地表面张力,提高附着力。如图3(a)所示为ABS材料加工汽车后雾灯体,ABS表面张力为34~38 mN/m,ABS是三元共聚物,内在的成分比例有些差异,表面张力是个范围值,可喷涂底漆(涂料低聚物环氧丙烯酸酯)改善ABS表面张力。

图3喷涂底漆镀铝件示意图
真空镀铝附着力检测是一项重要指标,依据GB/T 28786—2012《真空技术真空镀膜层结合强度测量方法胶带黏贴法》。附着力检测是基本项目,用小刀在镀铝试验面刻划100个间隔为1 mm的小方格,用3M胶带紧牢地黏贴其面,从垂直方向迅速撕开胶带,观察胶带上有无剥落的金属膜。目测无法观察清楚时可用10倍显微镜观察,无金属镀层剥落等不良现象为合格。ABS未经喷涂底漆,附着力检测会有不同程度的金属镀层剥落等。PP-T20后灯灯体处理同ABS雾灯体方法相同,如图3(b)所示。
2.2蓄电池槽电晕处理获得好的油印黏附力
蓄电池塑壳起源20世纪80年代末。汽车干荷起动型和免维护、少维护起动型蓄电池外壳由盖子和槽子组成(下简称盖或槽)用料是共聚级聚丙烯。PP耐热性能好,长期耐温100℃左右,具有优良的化学稳定性,耐酸碱和有机溶剂,电绝缘性能优良,制品不易变形。盖与槽装配连接用热封黏接强度高。电池槽两个正表面要丝网印字,蓄电池生产厂家商标,规格,加液液面线等需要让用户知道,如图4所示。

图4蓄电池槽印字与丝网油印示意图
电池槽丝网印刷为塑料件二次加工,用于外观装饰。PP结晶度较高、表面张力低的非极性分子材料,其表面张力31~33 mN/m,印刷前应极性表面处理改善油墨附着力。其方法机械法(喷砂及磨毛);物理法(火焰、电晕、高能辐射);化学法(表面氧化、接枝、置换及交联)等。针对电池槽特点,采用火焰或电晕处理提高表面张力[20]。
火焰处理法是用强氧化焰使塑料表面氧化的过程,用于提高PP印刷和黏接特性等。一般要求表面张力值达到41 mN/m,PP材料本身表面张力无法满足,火焰处理后表面张力达48 mN/m。火焰处理改变其表面张力可提高工件后续丝印质量[21]。
火焰处理时高温下塑料表面大分子发生氧化反应产生极性基团,还对表面分子聚集的结构形态产生影响,使水基覆盖膜附着在塑料表面上。一般用自制天然气喷灯,形成温度高达1 000~1 800℃的氧化火焰,来达到瞬间改变薄膜表面性能的目的,在处理中火焰温度、火焰与薄膜之间的距离和处理时间是影响处理效果的重要因素。火焰处理是人为操作,按一定轨迹火焰头在电池槽表面上20 cm距离处进行移动,使火焰的外延接触塑料表面瞬间达到1 000℃的高温,电池槽处理后在30 min内完成丝印效果较好。
电晕处理(又称电火花处理)是将高压(2~100 Kv)、高频(2~20 kHz)电施加于电极上,在两电极间产生电晕放电,以产生大量的等离子气体及臭氧,这些等离子气体和臭氧与塑料表面作用,达到改变表面张力的目的。电池槽表面经过电晕处理后,使表面产生游离基反应而使聚合物发生交联.表面变粗糙并增加其对极性溶剂的润湿性,离子体由电击和渗透进入被印体的表面破坏其分子结构,将被处理的表面分子氧化和极化,离子电击侵蚀表面,表面由光滑变得粗糙并存在着大量细小的空隙。丝印油墨涂在电池槽表面的空隙内,固化后被机械地镶嵌在孔隙中,形成许多微小的机械联接点,提高了油墨黏接力和丝印表面附着能力。电池槽电晕处理表面后张力显着提高,但张力不稳定,放置时间增长表面张力呈指数规律下降,应在处理后及时印字。
油墨是丝网印刷中重要的材料,电池槽丝网油墨是专用聚丙烯油墨,对电池槽表面处理好再用油墨印刷。上世纪90年代中期,油墨厂家研制出免处理油墨,不需对电池槽表面处理,只需对电池槽用汽油对表面进行擦拭(脱脂处理)达到丝印效果。
油墨与电池槽表面附着力检查方法参照国家GB/T9286—1998色漆和清漆漆膜的划格试验,用小刀在试验面刻划100个间隔为1 mm的小方格,切割划透至底材面,用黏附力350~400 g/cm2胶带(可用3M Scotch胶带),牢牢的黏住被测试的小方格,用手按住胶纸的另一端,以60°方向迅速拉下胶纸。切削边缘刀口处平整,无油墨黏在胶纸上为合格,与镀铝百格试验类同。也有根据需要不做百格,直接用3M胶带试验。
耐酸性是电池酸液流在丝印油墨上不发生溶解,检查其附着力采用湿擦法,用电池酸液在丝印字表面上进行湿擦,湿擦次数在20次以上印字有无变样;还有在印字表面涂覆酸液,放在40~50℃温度烘箱里烘10 min印字有无变样。
2.3塑料件表面处理获得好的黏接力
塑料之间(含与其他材料)黏接是塑件二次加工中必不可少的环节。聚合物之间(含与非金属或金属之间)黏接等都存在聚合物基料与不同材料之间界面黏接问题。黏接是不同材料界面间接触后相互作用的结果,靠分子间吸引力而黏接东西。被黏物与黏料的界面张力、表面自由能、界面间反应等都影响黏接。黏接不同于涂层和印刷,是综合性强,影响因素复杂的一类技术,目前行业界有吸附理论、化学键形成理论、弱界层理论、扩散理论、静电理论、机械作用力理论等从各个层面诠释黏接原理。
为达到良好的黏接,吸附理论有两个条件满足。一是黏接剂要能很好的润湿被黏物表面;液体黏接剂向被黏表面扩散,逐渐润湿被黏物表面并渗入表面微孔中,由点接触变成面接触。二是黏接剂与被黏物之间有较强的相互作用力;产生吸附作用形成次价键或主价键。从图5中看出与图2(a)同理,表面张力大,润湿能力差,表面张力小,润湿能力好。聚合物是表面张力小容易浸润黏合界面附着力好,表面张力大会让胶水呈蜡滴状圆球不扩散,溶剂胶水一般因溶剂在25~35 mN/m之间不需调张力够小。
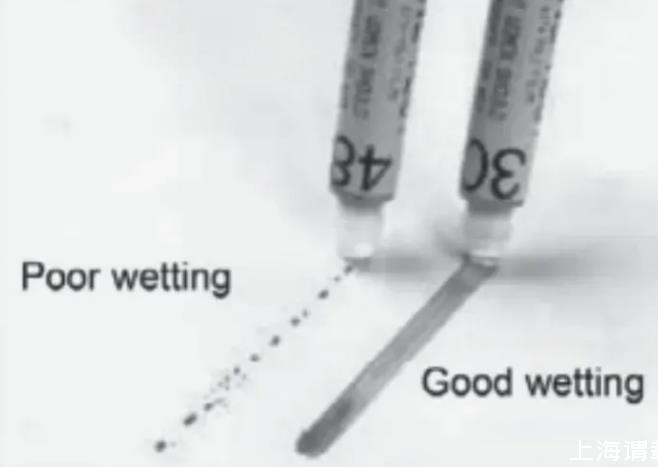
图5表面张力与润湿性能关系示意图(网图,侵删)
液态硅胶(又称液体硅胶,简称LSR,Liquid Silicon Rubber)是相对固体高温硫化硅橡胶来说其为液体胶。液态硅胶以聚有机硅氧烷线型高分子材料,添加某些成分,再按严格的工艺要求,加工制成具有一定抗拉撕强度的液体胶。液态硅胶具有较强的耐高低温、耐酸碱、耐老化、耐氧化、高透明度、疏水性、柔软性、透过性、生理惰性等特性,其更安全环保、可完全达到食品级的特点。广泛用于电子,消费性产品,婴幼儿用品(奶嘴),医疗用品及电子产品(按键)等。图6所示。

图6液态硅胶所做的产品示意图(网图,侵删)
注射成型液体硅橡胶(LSR)全名为注射成型液体硅橡胶,硫化设备为硅胶注射机,与注塑不同。液体硅胶制品加工设备有射出机、压料机。原料是水稠状,分A、B两组分。利用压料机把A、B组分的原料按照合适比例混合均匀后压到射出机的料筒里混合,通过射嘴再把它压进热模具型腔成型。
智能穿戴产品中LSR与PA黏接较多,LSR的主链十分柔顺,其分子间作用力比碳氢化合物要弱得多,比同分子量的碳氢化合物黏度低,表面张力弱。PA属于极性分子材料,其表面张力为46 mN/m。LSR与PA黏接方法用硅胶黏接底涂剂是G790,它是反应性硅氧烷和硅烷在有机溶剂中的溶液。G790不含甲苯和其他芳香族溶剂。底漆组合物可以这样或稀释地应用于基材。在溶剂蒸发过程中,在环境温度下暴露于大气湿度时,形成一层坚硬的底漆膜,牢固地附着在基材上。在引物基板上应用硅橡胶和随后的硫化将导致硅橡胶与基板之间的紧密结合,这种没有胶黏剂的LSR与塑件黏接是靠底涂剂来实现。还有将尼龙表面处理好,将硅胶黏接剂CL-24S-15用刷涂或浸渍法或喷涂法均匀的涂到尼龙待黏黏接面,将涂CL-24S-15的尼龙经过110~130℃烘烤15~20 min,将未硫化硅胶与尼龙高温压铸或热空气硫化黏接。上述底涂剂和黏接剂都有改变聚合物表面张力作用,有较好地黏接力。
市场还有自黏接LSR,不需要使用底涂就能与多数基材有良好的黏接性[34]。这不仅解决了使用底涂的缺点,而且加大了LSR和其他素材的复合部件研发与生产。以往传统工艺分别加工零件,两者黏结面涂上黏接剂后再组装。使用自黏接LSR采用LSR-PA共成型加工,把先加LSR件放模内进行PA注塑,所有黏结问题得到解决[35]。自黏接LSR在汽车行业及其他领域得到广泛应用。Wacker公司开发自黏接液体硅橡胶Elastosil LR347,其在极短时间内充分硫化,具有特别高的撕裂强度。即便不涂底层能与橡胶,塑料,金属和玻璃都有极好的黏接性,是制作复合制品较理想的材料,已经用于食品接触的家庭用品,婴儿用品和卫生保健品等。
等离子法技术是利用等离子体高能轰击、活化反应等物理化学方法,将污染物从工件上剥离去除的一种工艺方法。起到表面有机物除去,有机物除去后表面活性化。用等离子法处理PP、PE、聚四氟乙烯等难黏接材料的黏接强度大大提高。经处理后接触角降低,表面张力改变,增加黏接剂对其浸润和黏接力。如表1所示。等离子法处理需要投入处理设备,要根据实际需要选择。

表1部分材料等离子处理前后对比表
检查黏接材料与黏接是通过试验方法检测。试验能测定胶黏剂本身强度,还能评价黏接技术、表面清洁、表面处理的有效性、胶层厚度和固化条件等问题。主要性能有拉伸、剪切、剥离、弯曲、冲击和劈裂强度和耐久性、疲劳、耐环境性和传导性等。拉伸试验是负荷作用垂直于胶层平面并通过黏接面中心的试验。ASTM D897黏接接头拉伸强度测试方法是保留在ASTM中有关胶黏剂最古老的方法之一。拉伸试验是评价胶黏剂最普通的试验。拉伸试验的优点是能得到最基本数据,拉伸应变、弹性模量和拉伸强度。
剪切应力是平行于黏接面所产生的应力。所用的剪切试验方法,除了ASTM D1002之外,还有ASTM D3163,它与ASTM D1002相比,构形几乎相同,只是厚度不同。该方法解决了胶黏剂易从边缘挤出来的问题。ASTM D3165(层压复合的胶黏剂们拉伸剪切强度测试方法)说明了如何制备试件来测定夹层结构的拉伸剪切强度。
剥离试验用于测定柔韧性胶黏剂承受局部应力集中的能力。剥离力被认为是作用在一条线上,即是线受力。被黏物越柔软,胶黏剂模量越高,则面受力就越趋于线受力,应力就很大。胶黏剂的剥离强度与胶层厚度有关,随着胶层厚度增加,胶黏剂因其弹性变形,而使黏接面积增大,所以剥离强度相对也要高一些。ASTM D3167是测定胶黏剂浮辊剥离强度的试验。ASTM D903是黏接接头的剥离或撕裂强度的测定方法。
3结束语
聚合物的涂层、印刷、黏接等是塑料件二次加工必不可少的工艺,通过涂层、印刷、黏接等拓展塑料件应用范围,给人们应用塑料带来极大的方便,增加产品的美观度。聚合物表面张力与聚合物本身材质有着紧密的关系,通过测量表面张力,对表面张力不适的聚合物进行一系列的改进,达到改变其表面张力,为塑料件二次加工服务。对二次加工后产品的检测是重要环节,检测目的则是验证涂层、印刷、黏接的实际效果,也间接验证表面张力改变情况。目前聚合物表面张力改变操作和检测多数采用人工操作为主,随着科技进步,期待有智能化操作或先进材料涌现,促进涂层、印刷、黏接的广泛使用。