




摩登7平台合作客户/
拜耳公司 |
同济大学 |
联合大学 |
美国保洁 |
美国强生 |
瑞士罗氏 |






相关新闻Info
推荐新闻Info
-
> 不同PQAI溶液静态/动态表面张力变化及对脉动热管性能影响(三)
> 不同PQAI溶液静态/动态表面张力变化及对脉动热管性能影响(二)
> 不同PQAI溶液静态/动态表面张力变化及对脉动热管性能影响(一)
> 界面流变仪可以测量液体表面张力吗?界面流变仪与界面张力仪区别解析
> 测量表面张力/界面张力的仪器有哪些?怎么选
> PG脱酰胺添加量对玉米醇溶蛋白气-水动态表面张力的影响
> 摩登7表面张力仪使用指南【专业版】
> 平面流动皂膜表面张力系数、厚度和流动速度实验装置及测量方法(二)
> 平面流动皂膜表面张力系数、厚度和流动速度实验装置及测量方法(一)
> 单层膜界面上亚微米颗粒表面张力阻力系数修正——颗粒在单层膜上的阻力系数
激光钎涂金刚石的涂层形成与表面张力有何关系(一)
来源:焊接学报 浏览 904 次 发布时间:2024-09-05
激光钎焊技术具有光斑直径小,能量密度高,便于局部加热且热影响区小的特点,近年来在金刚石工具焊接领域得到大量应用。现有研究表明,采用激光热源可以实现金刚石的钎焊,且大多聚焦于金刚石界面组织与力学性能的研究。细粒度金刚石/45钢基体的激光钎焊工艺试验的结果表明,工艺参数是获得可靠焊接的关键。李时春等人研究了激光钎焊多层金刚石磨粒Ni/Cr合金成形工艺,结果获得了优化的工艺参数。Daniel等人使用镍基钎料激光钎焊金刚石,结果表明,在连接界面处未发现碳化物,并为了提高结合强度,围绕外加辅助场焊接开展大量研究,用于提高激光钎焊强度。李晋禹等人采用Ni/Cr合金对金刚石开展激光钎焊试验,结果表明,经过超声辅助激光钎焊,金刚石表层生成Cr3C2和Cr7C3,即超声波高频振动对界面反应有明显促进作用,进而生成含碳量低的Cr7C3.采用金刚石激光/超声耦合钎焊,通过将超声效应引入钎焊,在液态熔池中产生空化和声流等效应,缩短了界面反应时间。产生了Cr7C3,也就证明了超声波对钎料界面反应有明显的激发作用。激光钎涂金刚石是近年来逐渐兴起的耐磨新技术,与传统的激光钎焊金刚石相比,金刚石钎涂层由多层金刚石组成,这与早期的单层金刚石工具有很大的不同。
前期开展了激光钎涂金刚石技术研究,分析了激光功率和扫描速率对涂层微观组织与力学性能的影响。从现有研究来看,已有的激光钎涂金刚石研究大多数集中于金刚石/钎料合金界面的组织演变和单层金刚石工具的机械加工性能方面,在钎涂层的成形过程方面尚未进行深入的研究工作。前期研究发现,在激光钎涂金刚石过程中,金刚石易于向表面聚集,这对涂层的整体性能提升将会产生极大的影响,因此需要针对涂层的成形行为及其机理方面进行深入的研究,进一步提升涂层的耐磨性能。文中采用BNi-2合金作为钎料,利用光纤激光在65Mn钢基体上制备金刚石涂层,并利用高速摄影技术观察金刚石激光钎涂过程中,镍基粉末形成涂层和金刚石迁移全过程,分析钎涂层的成形行为及其机理,并讨论激光钎涂金刚石的能量转换与传递路径,以期为激光钎涂金刚石的工程应用提供数据支撑。
1.试验方法
金刚石磨粒的抗压和耐磨性能与其自身品级有关,精选河南黄河旋风股份有限公司晶形完整、强韧度好、无缺陷的高品级HSD90型人造金刚石,图1为金刚石和BNi-2钎料粉的形貌,其中金刚石的原始形貌如图1a所示,所用粒度为35目——40目。钎涂试验前,利用角磨机或喷砂机清理基材表面,然后利用丙酮进行超声波清洗30 min,以避免试验过程杂质干扰,保证金刚石磨粒的透光性。钎涂试验基材为65Mn钢,激光钎涂试样尺寸为200 mm×100 mm×10 mm.钎料合金既要润湿金刚石和钢基材,形成冶金结合,又要兼顾耐磨性,与涂层硬质颗粒耐磨性能匹配。选用钎料合金为200目NiCrSiB(Ni82Cr7Si4.5B3.1Fe3,后文简称BNi-2)钎料,形貌如图1b所示。BNi-2钎料具有耐磨性好、成本低等优点,合金中Cr元素可大幅提高钎料/金刚石界面结合强度,B元素和Si元素的添加降低了钎料熔点,有助于减少金刚石热损伤。
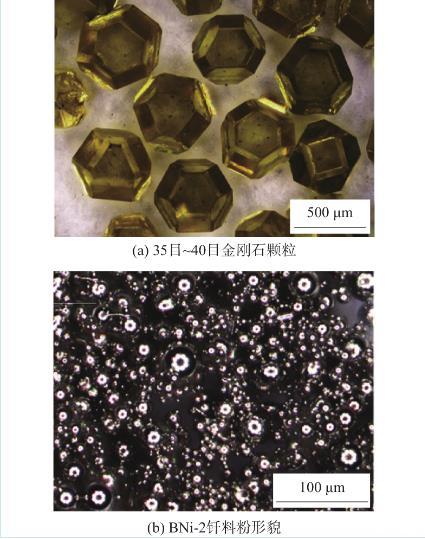
图1金刚石和BNi-2钎料粉形貌
激光钎涂是利用激光作为热源使钎料层熔化,进而润湿并连接金刚石与基材的工艺,其原理如图2所示。与传统真空钎涂工艺相比,激光钎涂工艺可显著降低涂层能量输入,大大缩短热循环周期,具有非常好的结构和工艺适应性。文中激光钎涂试验系统包括功率为6 kW的LYS-6000-ST2型光纤激光设备和AcutEye型库卡轨道机器人。分别对钎料涂层和钎料/金刚石涂层进行激光钎涂试验。金刚石钎涂试验时,首先将BNi-2钎料铺在65Mn基板上,粉末厚度为0.5 mm,然后在BNi-2钎料层上沉积金刚石颗粒,随后在金刚石表面再预置一层0.5mm的粉末钎料。首先,预置1 mm厚度的钎料合金粉末层,然后进行钎涂试验,工艺参数如表1所示。试验过程中,利用激光钎涂系统配备的高速摄像机观察钎料层的熔化过程。使用Zeiss Smartzoom5型超景深显微镜对涂层形貌进行三维观察和尺寸测量。通过Image-pro plus 6.0软件对涂层超景深图片色域进行调整,直至色域所覆盖的区域为孔隙所占区域,测量方式选择Per area(单位面积)。
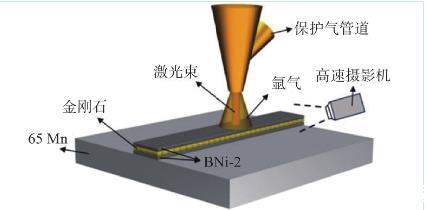
图2激光钎涂示意图
表1激光钎涂工艺参数
